
This is a common question that is asked about the use of Kanbans. Remember that a Kanban is just the fancy ( Japanese ) name for any visual signal or reminder that it is time to re-stock the supply of materials, parts, goods that are needed for the next downstream activity in your process. This could be restocking a shelf on a supermarket ( ready for the next downstream activity which is the purchase of the goods by the customer ).
Here is the basic formula for deciding the level of how much material, parts, goods etc you should have remaining before you set the ‘Kanban’ to alert you that you need to restock.
First you need to know the average usage rate of the materials, part or goods. This is the rate at which they are moving ‘off the shelf’ or ‘out of the hopper’ into the next downstream activity in the process. This average can only be worked out by MEASURING the quantities that move downstream over a fixed time period ( such as 1 hour or 1 day ) and then repeating this at least 30 times, over different periods of the day or week or month, so that you have representative data of the total work cycle. Then work out the average of the rate from these 30 rates.
Then use these same 30 data points to calculate the Standard Deviation. This is a measure of the variation in the rate at which the materials, parts or goods are moving downstream.
Next we need to know the average time it takes to restock. This is the average amount time from when we first make the order to restock ( Telephone someone, or sent and email or order on webpage, or some other signal to restock ), to when we actually receive the new stock ( materials, parts or goods ) for use. Again, we have to MEASURE this ( with a clock or watch ) and do this for at least 30 representative orders. From the 30 times we have measured for re-order time, we calculate the mean average and the standard deviation.
Now that we have the mean avarage rate, and the standard deviation of the rate, and the average lead time and its standard deviation, we can use the following equation to work out the correct level for the Kanban ( visual signal or reminder to restock ).
Kanban reorder level = (Average Usage Rate + 6 stdev) * (Average re-stocking lead time + 6 stdev).
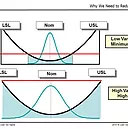
This will cover you for common cause variation in the process, however will not cover you for special cause outliers (accidents, catastrophic failure etc) . By the very definition of special cause outliers we cannot calculate for them since we cannot predict the failure or its effect , therefore instead of just guessing at amounts of extra ‘contingency inventory’ for special causes ( such as adding a ‘fudge factor’of 15%) , it’s better to have a robust contingency plan for alternative suppliers / delivery methods etc for the ‘Just in Case ‘ scenario of your usual supply chain having special cause failure or your Usage Rate having a special cause increase.
Please let me know if you have any questions.
John Dennis
john@lean6sigmatraining.co.uk